

Introduction
The manufacturing industry has traditionally been seen as a stable and conventional field, not known for its innovation. However, in recent years there has been a surge in technological advancements and exciting new developments in the sector. The COVID-19 pandemic has created uncertainties, but it has also accelerated the adoption of cutting-edge technology, such as automation, integration, AI, etc. This article will examine some of the latest automation trends that are gaining traction and making a significant impact in the world of manufacturing.
At APPSeCONNECT, we collaborate with several medium-sized manufacturing and OEM companies. Based on the insights gathered from our discussions with these companies, we have identified several common challenges they face in their operations.
Dealing with erratic supply chain variables:
Managing a supply chain is never easy and is often beset by variables that can disrupt even the most well-laid plans. The sudden change in demand, unpredictable weather conditions, and unexpected transportation disruptions can all wreak havoc on the supply chain, leading to delays and increased costs. Companies must be prepared to quickly adjust their processes to minimize the impact of these variables and ensure a smooth flow of goods.
Fluctuating raw material and energy prices:
The prices of raw materials and energy can be highly volatile, and these fluctuations can have a significant impact on a company’s bottom line. To mitigate the risk of these fluctuations, companies must have a robust risk management strategy in place and be able to quickly adjust their processes in response to changes in the market.

Current automation is achieved through bots which are not interconnected or mobile:
While automation has the potential to greatly improve the efficiency and accuracy of a supply chain, the current generation of bots are often limited in their capabilities. Many are not mobile and are not connected to other systems, making it difficult to integrate them into the overall supply chain. To fully realize the benefits of automation, companies must invest in more advanced systems that are interconnected and mobile.
Finding skilled labor:
The shortage of skilled labor is a problem that has been around for decades, but it is becoming more pressing as companies increasingly rely on technology to drive their operations. Finding the right talent can be a challenge, and companies must be proactive in attracting and retaining the skilled workers they need to stay competitive.
An increased effort to trade with international partners:
The global economy has made it increasingly important for companies to trade with partners in other countries. However, this comes with its own set of challenges, including cultural differences, language barriers, and the need to comply with different regulations. Companies must be prepared to navigate these challenges in order to succeed in the global marketplace.
Technology and Automation Trends
Having understood the challenges, let’s look at how technology is helping companies overcome the roadblocks.
Increased role of interconnected robots
As we discussed earlier, manufacturing vertical has always been dependent on skilled labor. However, there has been a paradigm shift in the last few years. The most significant development in the vertical has been due to convergence of physical and cyber worlds.
Though robots have been used for a long time now, the trend has been to have programmable and interconnected bots which can work alongside their human counterparts. Co-Bots, as they are called, can help execute mundane tasks to perfection. They can be connected via facilities intranet and can receive instructions over the web. Companies are looking for hyper automation for dynamic situations with the use of Artificial Intelligence and machine learning. A further upgraded level of this automation is Industry 4.0, which we will discuss next.

Interconnected robots are well-suited to manufacturing environments, as they can work alongside human workers to perform tasks that are repetitive, hazardous, or require a high degree of precision. They are also able to communicate and work with each other, as well as with other machines and systems, which allows for greater coordination and collaboration within the manufacturing process.
The adoption of interconnected robots in manufacturing is expected to continue to grow in the coming years, as more and more companies look to automate their operations and improve their competitiveness. However, it is important to note that the use of automation does not necessarily result in the replacement of human workers. Rather, it can often lead to the creation of new jobs that require different skills and expertise, such as programming and maintenance of robotic systems.
Adoption of true Industry 4.0 for Automation
Industry 4.0, also known as the Fourth Industrial Revolution, refers to the current trend towards the integration of advanced technologies, including artificial intelligence, the Internet of Things (IoT), and robotics, into manufacturing and other industries. The goal of Industry 4.0 is to create “smart factories” that are highly efficient, flexible, and responsive to changing market conditions.
The adoption of Industry 4.0 technologies has the potential to bring about significant changes in the way that manufacturing and other industries operate. For example, the use of interconnected robots and IoT sensors can allow for real-time monitoring and control of the production process, leading to improved efficiency and quality. Additionally, the integration of artificial intelligence and machine learning algorithms can enable factories to become more flexible and adaptable, as they can learn from data and make decisions on their own.
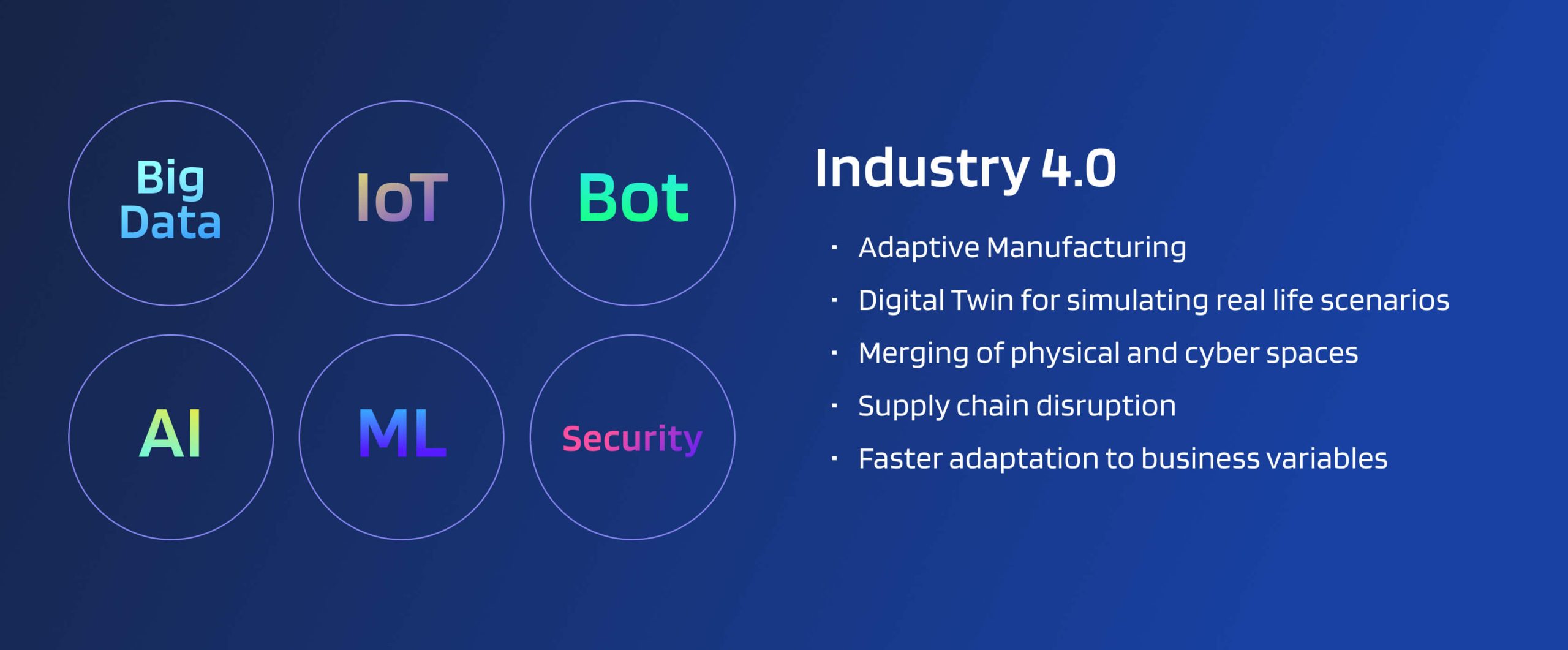
With Industry 4.0, smart factories can dynamically analyze large chunks of data and production variables, execute optimization techniques, and execute the manufacturing in an automated manner based on the outcome. Maintenance is also done in a predictive manner, ensuring low to no down time. The end goal is to ensure the utmost level of efficiency and responsiveness to the customers. A key driver for Industry 4.0 is due to supply chain disruption during CoVid, which made operations difficult. As McKinsey puts it CoVid-19 was an inflection point for Industry 4.0. In the same study, McKinsey reported that companies which were more mature with the Industry 4.0 implementation were able to respond to the crisis 5 times more effectively.
The adoption of Industry 4.0 technologies is still in the early stages, but it is expected to grow significantly in the coming years. Some of the key technologies that are being adopted as part of Industry 4.0 include:
- Artificial intelligence (AI): AI technologies, including machine learning and natural language processing, are being used to improve decision-making, predict maintenance needs, and optimize production processes.
- Internet of Things (IoT): The use of sensors and other IoT devices allows for real-time monitoring and control of the production process, leading to improved efficiency and quality.
- Robotics: Interconnected robots, also known as collaborative robots or cobots, are being used to perform tasks that are repetitive, hazardous, or require a high degree of precision. They are also able to communicate and work with each other, as well as with other machines and systems, which allows for greater coordination and collaboration within the manufacturing process.
- 3D printing: 3D printing allows for the rapid prototyping and production of customized parts, leading to improved flexibility and responsiveness to changing market conditions.
Leveraging Digital Twin (virtual recreation of the same physical company) helps organizations run simulations to deal with real life situations and help take business decisions. For example, if there is problem with raw material supply in a particular country, the company can simulate the effect of shifting demand to another factory.
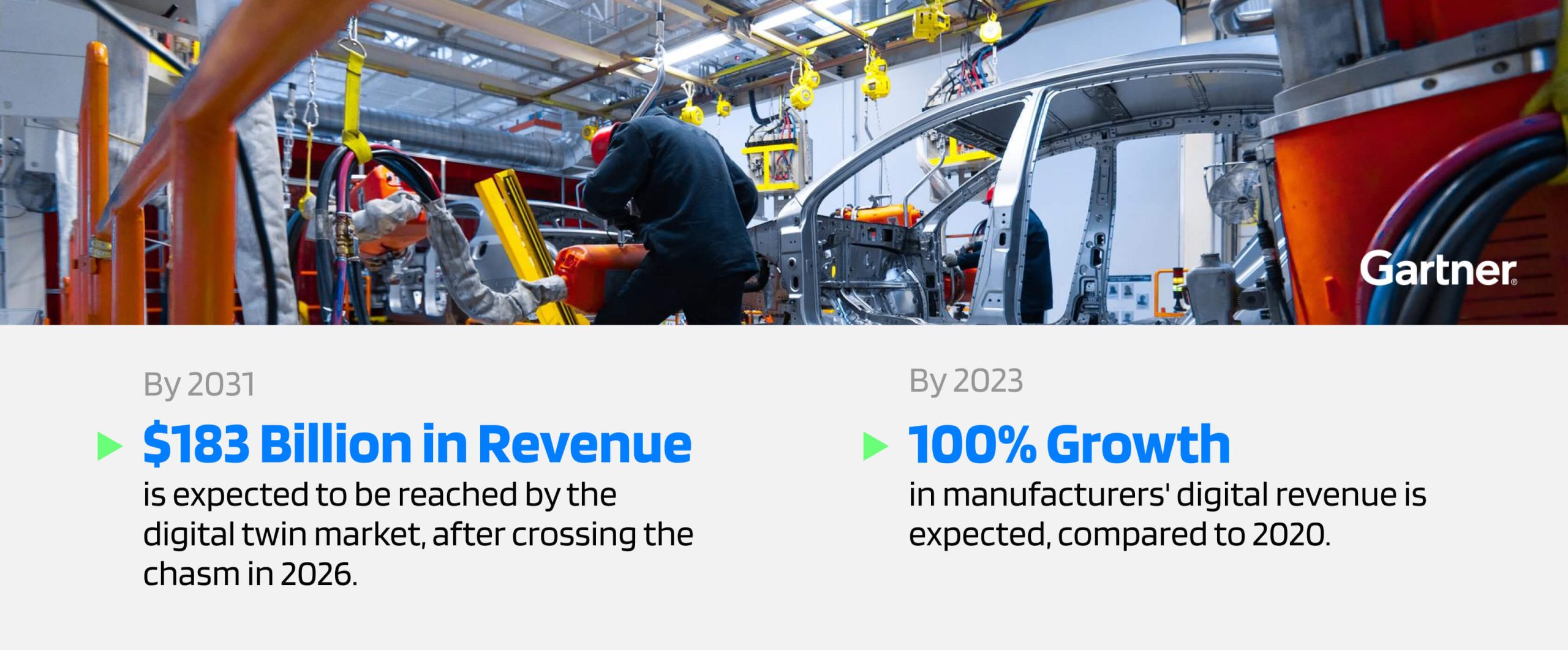
The digital twin market will cross the chasm in 2026 to reach $183 billion in revenue by 2031 as per Gartner.
Focus on Digital Revenue
Covid was a period which drove a lot of traditional manufacturing companies to increase their digital revenues. During this while companies increasingly invested in modernizing their digital infrastructure to source new customers as well as generate new revenue from their existing customers. As an application integration platform, I see manufacturers increasingly use eCommerce platforms to manage their B2B sales.
You may argue that this may not be a significant revenue source for manufacturers, but just imagine adding even a single B2B customer via your webstore every week with focused web marketing can be so valuable for businesses since each B2B customer may be typically worth hundreds of thousands of dollars. Also having digital payment processing can form a means for payment guarantee in doing international transactions, especially with new business partners.
On other hand, B2B customers are B2C looking for B2C experience while purchasing from their vendor’s webstore. Personalization in terms of catalog, customer specific prices, B2C feel while searching for product and seamless check out are key expectations.
Gartner predicts that manufacturers will double digital revenue by 2023, compared to 2020.
Increasing investment in IoT
The Internet of Things (IoT) refers to the interconnected network of devices, machines, and objects that are equipped with sensors and software, allowing them to collect and exchange data. The increased investment in the Internet of Things (IoT) is driven by the growing demand for connected devices and the potential for these devices to generate new sources of data and revenue. As the demand for IoT solutions continues to rise, companies and governments are investing more in research and development, as well as in the deployment of IoT networks and devices. The manufacturing industry is increasingly investing in IoT for various reasons, including:
- Improved efficiency: IoT devices can monitor and control various aspects of the manufacturing process, from supply chain management to product quality control, reducing waste and downtime.
- Predictive maintenance: IoT devices can collect data on the performance of machines and equipment, enabling manufacturers to predict when maintenance is needed and reducing the likelihood of unexpected breakdowns.
- Increased visibility: IoT devices provide real-time data on the manufacturing process, allowing manufacturers to quickly identify and resolve issues, improve decision-making, and enhance overall performance.
- Cost savings: By automating certain processes and reducing the need for manual labor, IoT can help manufacturers lower their operational costs and increase profitability.
- Enhanced customer experience: IoT devices can collect data on consumer preferences and behavior, allowing manufacturers to tailor their products and services to meet the changing needs and expectations of their customers.
Overall, the investment in IoT has the potential to bring significant benefits to the manufacturing industry, improving efficiency, reducing costs, and enhancing the customer experience.
Use cases for IoT sensors are predominant in predictive maintenance as well as controlled manufacturing. However, they can also serve as a source of service/parts revenue since the manufacture gets visibility on when the individual components are not functioning optimally and need to be replaced.
Selling to Retail /Direct to Consumers
Manufacturers are embracing new and innovative ways of reaching their customers by venturing into the direct-to-consumer market and utilizing popular online marketplaces such as eBay, Amazon, and Walmart. Retail buyers appreciate the authenticity of products and parts that come directly from the manufacturer, and as a result, some manufacturers are offering exclusive and cost-effective subscription-based pricing options to enhance the shopping experience for their valued customers.
Selling directly to customers, also known as direct-to-consumer (DTC) sales, offers several advantages to companies, including:
Increased control over the customer experience: By selling directly to customers, companies have complete control over the sales process, from product presentation to after-sales support.
- Better data and insights: DTC sales allow companies to collect more data on their customers, including purchasing behavior, preferences, and feedback, providing valuable insights for future product development and marketing efforts.
- Reduced costs: DTC sales eliminate the need for intermediaries, such as wholesalers and retailers, reducing the costs associated with traditional sales channels.
- Improved brand recognition: DTC sales allow companies to build a direct and personal relationship with their customers, which can lead to improved brand recognition and loyalty.
- Flexibility in pricing and product offerings: By selling directly to customers, companies have more control over their pricing and product offerings and can respond more quickly to changing market conditions.
- Direct access to customers: DTC sales allow companies to communicate directly with their customers, providing them with valuable feedback and allowing for more effective marketing and customer engagement.
- Increased profitability: By cutting out intermediaries, DTC sales can result in increased profitability for companies, as they receive a higher percentage of the final sales price.

Roadblocks for Manufacturers While Adopting Industry 4.0
As per a discussion with Saurabh Chandra, CEO of Ati Motors, a company which provides autonomous providers to various manufacturers, the following are some of the roadblocks where we will see a lot of action and improvement soon.
Evolution Of Standards for Autonomous Bots
Manufacturers or original equipment manufacturers (OEMs) may consider using specialized mobile bots from different vendors to achieve specific objectives. However, this is only possible if there is a standard across bot manufacturers. The standardization of bot technology would allow OEMs to easily source and deploy bots from various suppliers and make the best use of their capabilities. The implementation of a common standard would bring consistency and interoperability, making it easier for OEMs to integrate bots into their operations and achieve their desired outcomes. In conclusion, a standard for mobile bots is a crucial aspect that can greatly benefit manufacturers and help drive the growth of the industry.
Better Connectivity in Industrial Areas
Smart bots rely on strong connectivity to perform their tasks efficiently. However, the availability of 5G networks in remote industrial areas may be limited or nonexistent. This poses a challenge for companies looking to implement smart factories. Setting up a private network may not be cost-effective, leading companies to weigh the costs against the benefits of adopting smart factory technology. The benefits of smart factories, such as increased efficiency and improved production, may outweigh the costs of setting up a private network in some cases. In conclusion, the cost-effectiveness of smart factories will depend on various factors, including the availability of 5G networks and the benefits that the technology offers to the company.
Automation / Integration with ERP / Production Planning applications
Industrial automation is a system in which robots and other automated machines are used to perform manufacturing processes. For true industrial automation, the movement and operation of these bots must be in sync with the Material Requirement Planning (MRP) and actual demand. This means that the automation system must be able to quickly respond to changes in demand and adjust its production accordingly. The key to achieving this level of responsiveness and adaptability is seamless integration between various applications. This includes MRP systems, demand forecasting systems, and the control systems that direct the movement and operation of the bots. When these systems are all connected and working together, the automation system can make real-time adjustments, leading to increased efficiency and productivity.
Adoption Of True Industry 4.0 In Mid-sized Companies
The Fourth Industrial Revolution, also known as Industry 4.0, is revolutionizing the manufacturing industry. In the next 4-5 years, both mid-sized and large manufacturers are expected to fully embrace this transformation. This shift will involve the integration of advanced technologies such as artificial intelligence, the Internet of Things, and robotics into the manufacturing process. The result will be the creation of smart, adaptive, and interconnected systems that are able to respond to changes in real-time and make adjustments to improve efficiency and productivity.
The move from static, isolated bots to smart, adaptive, and interconnected bots is an important step in the evolution of industrial automation. This new generation of bots will be able to communicate with each other and with other systems to make real-time decisions, leading to increased efficiency and productivity. This will help manufacturers to remain competitive in a rapidly evolving global market and drive growth. As Industry 4.0 becomes more widespread, mid-sized and large manufacturers will be able to leverage these technologies to improve their operations, increase their competitiveness, and stay ahead of the curve.
Paving the Way Forward with Automation & Integration
Integrating ERP with manufacturing / production planning software will further help manufacturing companies become more resilient to changing system variables. Simulating events can help CXOs take smarter and calculated decisions.
The advancements in technology have been a game-changer for the manufacturing industry, bringing innovative solutions to some of its most pressing challenges:
- By partnering with businesses across borders, manufacturers have been able to effectively manage variations in demand
- Greater customer satisfaction through adaptive manufacturing.
- The Internet of Things has opened new avenues for revenue growth.
- The ability to simulate events provides executives with valuable insights, enabling them to make well-informed and strategic decisions.

Integrating Enterprise Resource Planning (ERP) with manufacturing and production planning software can greatly enhance the resilience of manufacturing companies to changing system variables. By combining data from various aspects of the business, including production, inventory, and financials, manufacturers can gain a comprehensive view of their operations, allowing them to make informed decisions and respond to changes quickly and effectively. Additionally, simulating events can provide executives with valuable insights, allowing them to make data-driven decisions that minimize risk and maximize success. The integration of ERP and manufacturing software can help manufacturers stay ahead of the curve, adapting to the changing landscape of their industry and staying competitive in an ever-evolving market.
Overall, the future looks bright for the manufacturing sector. The next few years are set to bring about transformative changes, as technology continues to shape and enhance the industry. The result will be a more efficient, productive, and innovative sector, poised to meet the demands of the modern economy.